SURFACE TREATMENT
Electrolytic polishing
Electrolytic polishing
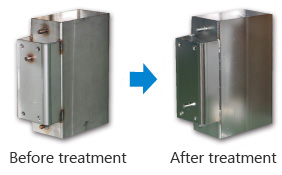
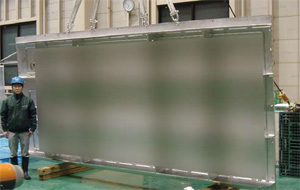
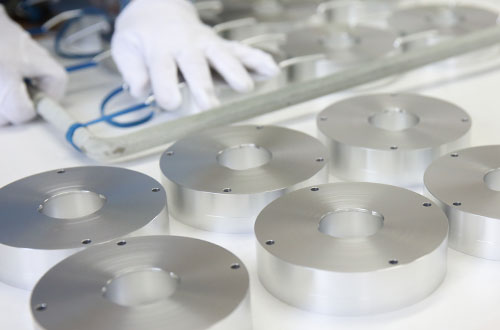
We can perform electrolytic polishing on various products from small to extremely large.
The bath quantity in the special electrolytic polishing plant is one of the largest in Japan.Treatment is possible up to 10 tons at maximum.
Please click here to see photographs of the electrolytic polishing plant.
What is electrolytic polishing?
The surface of a metallic part has various levels of surface roughness due to the machining and so forth during its manufacture process. Device parts are sometimes required to have luster in appearance or small surface roughness depending on the application. These requirements were conventionally met by physical polishing (such as buffing), but it has become difficult to meet these requirements with physical polishing for parts of precision devices and so forth in which foreign matters and contamination are strictly prohibited. Thus the chemical polishing method to soak the metal in a chemical solution and supply a positive current to melt the surface and make it smooth, or the electrolytic polishing, has come under the spotlight. This electrolytic polishing has been adopted in various fields including medical care, food production, semiconductors, and vacuum device parts.
Characteristics
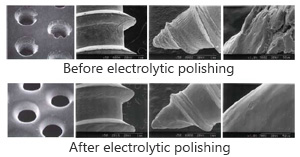
- Reduces the surface roughness and suppresses adhesion of impurities.
- Makes the surface smooth with better luster.
- Forms a rigid passive state film on surface and improves the corrosion resistance.
Principle of electrolytic polishing
When a positive voltage is applied to a metal in an electrolytic polishing solution, part of the metal dissolves and a layer of electrolytic polishing solution with high concentration of the dissolved metal is formed on the metal surface. This layer becomes thicker on depressed parts of the metal surface and thinner on projecting parts. Since the current runs through the part where it is easiest to run, more current runs on the projecting parts with thinner layer. Dissolution of the metal is promoted at parts where more current runs and thus the projecting parts are selectively dissolved as a consequence. The surface roughness of the metal is gradually reduced and results in luster.
Comparison between electrolytic・chemical polishing and mechanical polishing
Polishing can be classified into electrolytic/chemical polishing and mechanical polishing. The differences between these methods are listed below.
| Electrolytic/chemical polishing | Mechanical polishing |
|---|---|
| The surface of the body to be polished is anodically or chemically dissolved to make it smooth and mirror-like. | Surface is smoothed and made like a mirror by cutting, deformation or abrasion on the surface of the object to be polished. |
| Forms a film layer such as an oxide film in general. | Work hardened layer is formed by deformation. |
| The polished surface has high corrosion resistance and high luster durability. | Inferior to electrolytic/chemical polishing in corrosion resistance and luster durability. |
| The difference between materials which can be polished and materials which cannot be is large. | Polish difficulty does not vary much by the material. |
| Large and deep uneven parts as well as striations are not polished and remain. | Polishing is possible regardless of the surface unevenness or striation conditions. |
| Pit surfaces and pearskin surfaces are easily formed depending on the material or conditions. | No formation of pit surfaces or pearskin surfaces by polishing. |
| Polishing is easily done even on complex shapes, lines and foils. | Polishing is difficult for unique shapes, lines, foils and so forth. |
| Burr removal is easy. | Burr removal may be difficult in many cases, depending on the material shape. |
| Large mass production speed. | Mass production speed is small. |
| Uniform smoothing may be difficult on large articles or articles with large surface areas. | Uniform treatment is possible regardless of the size of the object being polished. |




CONTACT
Expert on plating and surface treatment.
We also handle large products in our electrolytic polishing plant, which is one of the largest in the country.
AKITA KAGAKU Co., Ltd.
81 Idojiri, Hirasawa, Nikaho City, Akita 018-0402
(C) AKITA KAGAKU KOGYO Co.,Ltd.